
| Nom | Composition | Température de brasage en °C | ISO 17642 | Fiche produit |
|---|---|---|---|---|
| BrazeTec 49/Cu | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 710 | Consultez la fiche produit | |
| BrazeTec 49/Cu plus | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 710 | Consultez la fiche produit | |
| BrazeTec 49/NiN | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 710 | Consultez la fiche produit | |
| BrazeTec 49/CuNiFe | Ag: 49.0 Cu: 27.5 Zn: 20.5 Mn: 2.5 Ni: 0.5 | 690 | Consultez la fiche produit | |
| BrazeTec 64/Cu | Ag: 64.0 Cu: 26.0 Mn: 2.0 In: 6.0 Ni: 2.0 | 770 | Consultez la fiche produit | |
| BrazeTec Cu/NiN | Cu: 100.0 | 1100 | Cu 110 | Consultez la fiche produit |
Qu’est-ce qu’un alliage sandwich multicouche ?
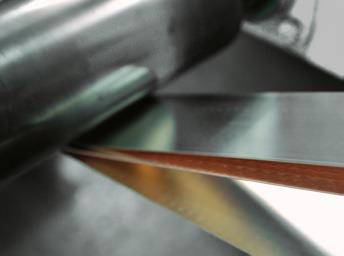
Les brasures BrazeTec sandwich sont composées d’une couche intermédiaire de cuivre laminée entre deux couches de brasure argent, selon un rapport d’épaisseur standard 1 : 2 : 1 (brasure : cuivre : brasure). Ci-contre, une vue microscopique en coupe d’un alliage 49/Cu grossi 250×. La couche centrale cuivre est clairement identifiable entre les deux couches d’alliage argent. Les métaux durs étant difficiles à mouiller, ces alliages contiennent des additifs comme le manganèse ou le nickel pour améliorer l’adhérence.
Pourquoi utiliser un métal d’apport multicouche ?
En refroidissant après brasage, l’acier se contracte deux fois plus que le métal dur, générant des tensions à la surface des pièces de coupe. La couche de cuivre intermédiaire, relativement molle comparée aux composants assemblés, absorbe ces contraintes par déformation plastique et permet d’obtenir un assemblage carbure/corps de pièce pratiquement sans tension.
Contrairement au brasage standard (jeu 0,05–0,2 mm), le brasage de carbures nécessite un jeu minimum de 0,1 mm en standard et 0,3–0,4 mm avec une brasure sandwich, afin de permettre la dissipation des contraintes par déformation plastique de l’alliage.
Quels secteurs utilisent les brasures sandwiches multicouches ?
Les alliages sandwich sont très largement utilisés dans le domaine de l’outillage avec la brasure de carbures, scies, forets, fraises, têtes de forage. Ils combinent les excellentes propriétés de déformation plastique du cuivre avec la basse température de travail des alliages argent, pour des assemblages carbure/acier durables et sans fissure. Un flux décapant est recommandé comme pour toutes les brasures cuivre-argent.

Notre guide vous oriente vers l’alliage sandwich adapté à votre géométrie et vos matériaux.
Notre Brazing Center peut tester et optimiser vos assemblages carbure/acier avec les brasures sandwich BrazeTec.