
Qu’est-ce que le brasage ?
Le brasage est un procédé d’assemblage thermique pour matériaux métalliques consistant à interposer, entre les pièces à braser, un alliage ou un métal fusible. En effectuant dans les règles de l’art un brasage tendre ou un brasage fort, tout installateur obtient un assemblage sûr qui fait ses preuves depuis des générations.
Le brasage consiste à utiliser la chaleur pour assembler au moins deux ou plusieurs pièces en faisant fondre un métal d’apport et un flux et permet d’obtenir un assemblage solide durable. Si l’opération est réalisée de manière conforme, les métaux de base sont imprégnés du métal d’apport liquéfié par la chaleur, ce métal d’apport se répand et crée l’assemblage.
Les assemblages par brasage sont sûrs, durables et font leurs preuves depuis des générations.

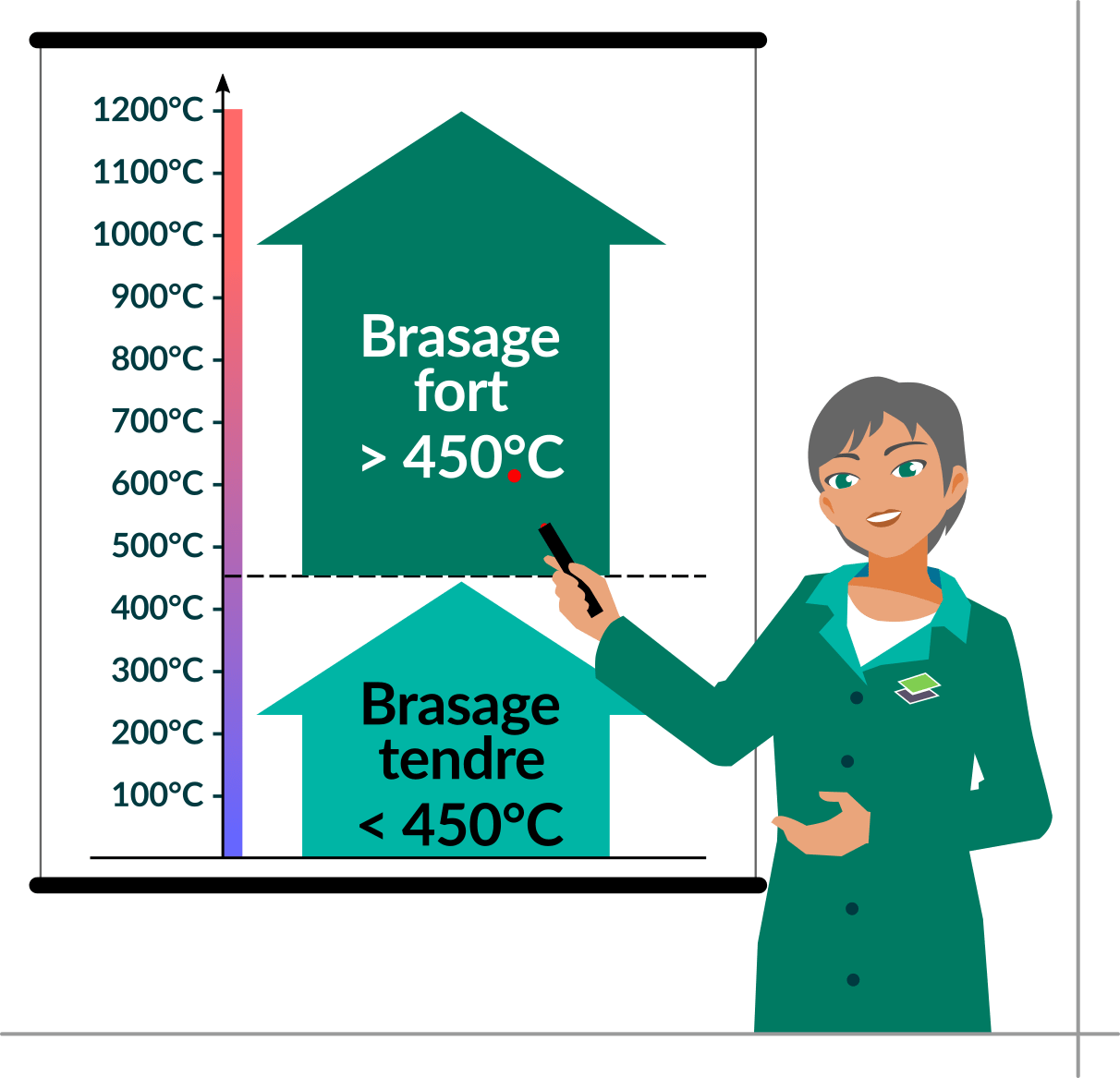
Quelle est la différence entre brasage tendre et brasage fort ?
Quels matériaux peuvent être brasés ?
Les matériaux pouvant être brasés sont des métaux techniques courants, tels que :
- Cuivre et alliages de cuivre
- Nickel et alliages de nickel
- Aciers et matériaux ferreux
- Métaux lourds et métaux légers
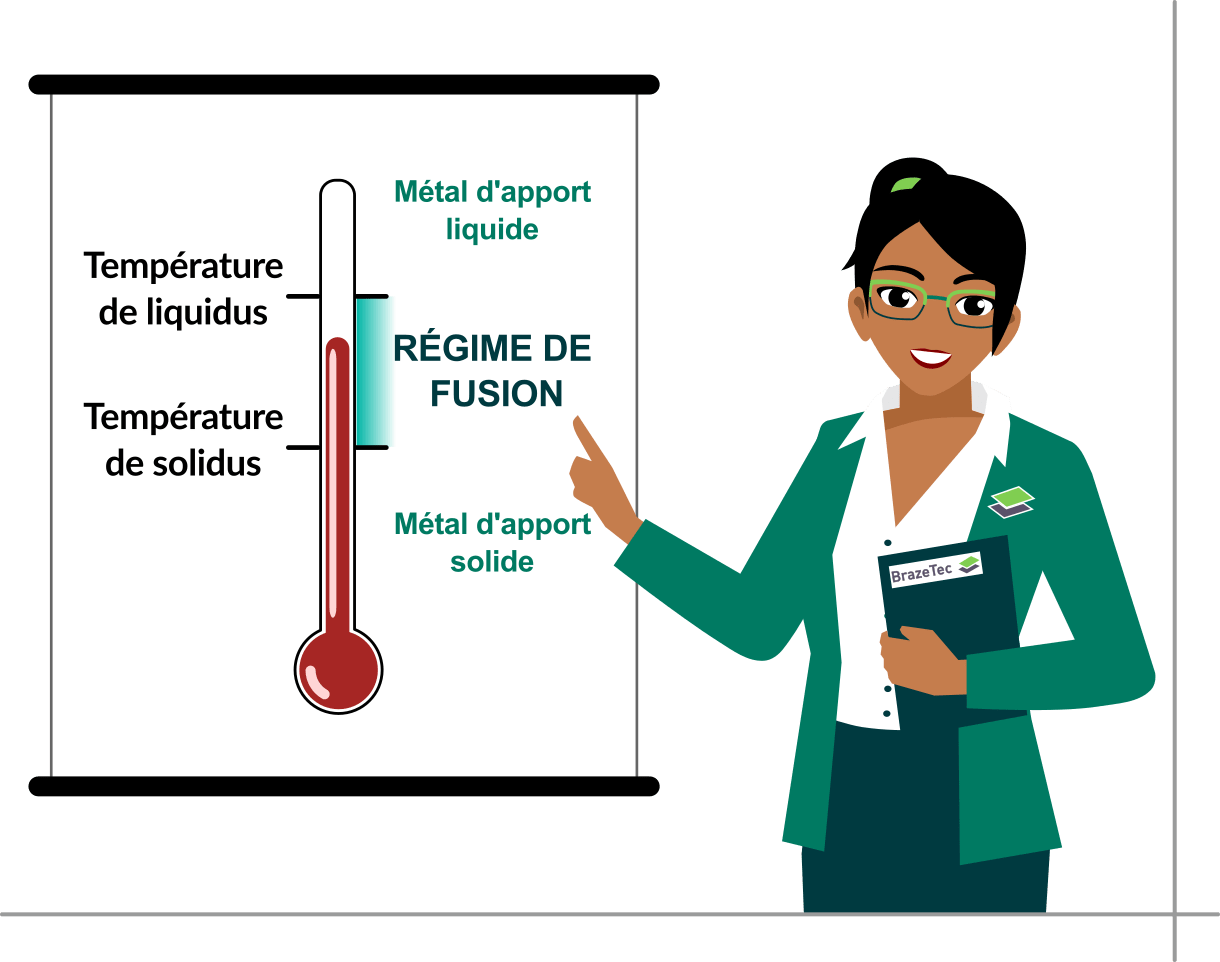
Point de fusion, régime de fusion et température de travail
Seuls les métaux purs et les alliages d’apport eutectiques possèdent un point de fusion défini. Au-dessus, le matériau passe à l’état liquide ; en dessous, il reste à l’état solide.
Les métaux d’apport de brasage possèdent en général un régime de fusion (ou intervalle de fusion), délimité par la température de solidus (limite inférieure) et la température de liquidus (limite supérieure).
C’est la température minimale de surface des métaux de base à laquelle le métal d’apport s’imprègne. Elle est toujours supérieure à la température de solidus et peut être légèrement inférieure, supérieure ou égale à la température de liquidus.
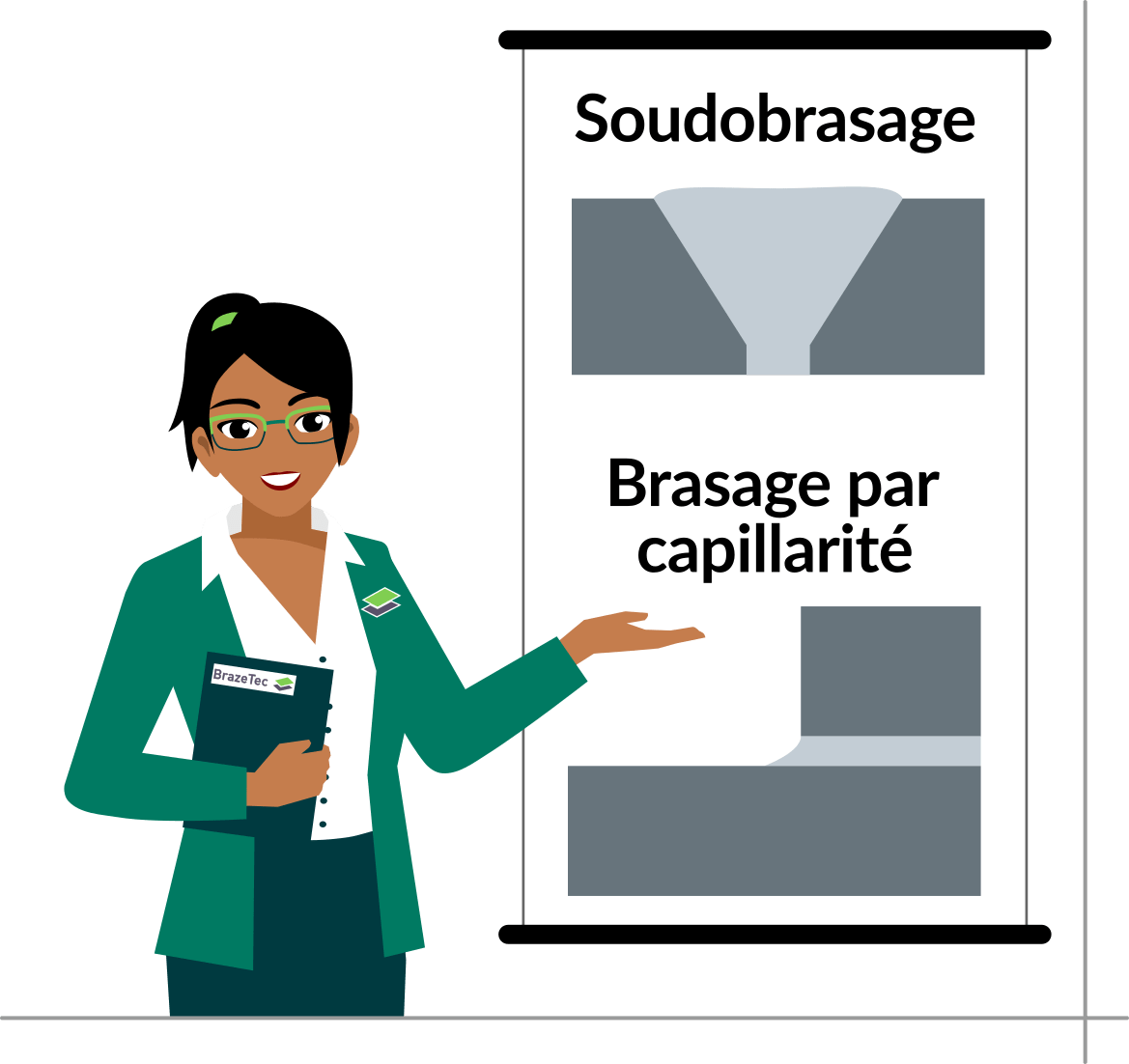
Quelle est la différence entre un joint de soudobrasage et un joint de brasage par capillarité ?
Si les surfaces des pièces à assembler présentent un écart inférieur à 0,5 mm, nous parlerons d’un joint de brasage par capillarité. Si cet écart est plus important ou si le joint à braser est en forme de V ou de X, nous parlerons d’un joint de brasage ou de soudobrasage.
Soudobrasage
Le soudobrasage est le brasage sur une fente de brasage large. Il est utilisé lorsqu’il est requis pour des raisons de conception ou pour des considérations économiques et techniques, par ex. coûts de préparation élevés, pour un point de brasage très précis. La technique est similaire au soudage au gaz : le joint est rempli de métal d’apport goutte à goutte. Les tuyaux d’acier galvanisé sont par ex. brasés fort par cette méthode afin de ne pas endommager la couche de zinc.
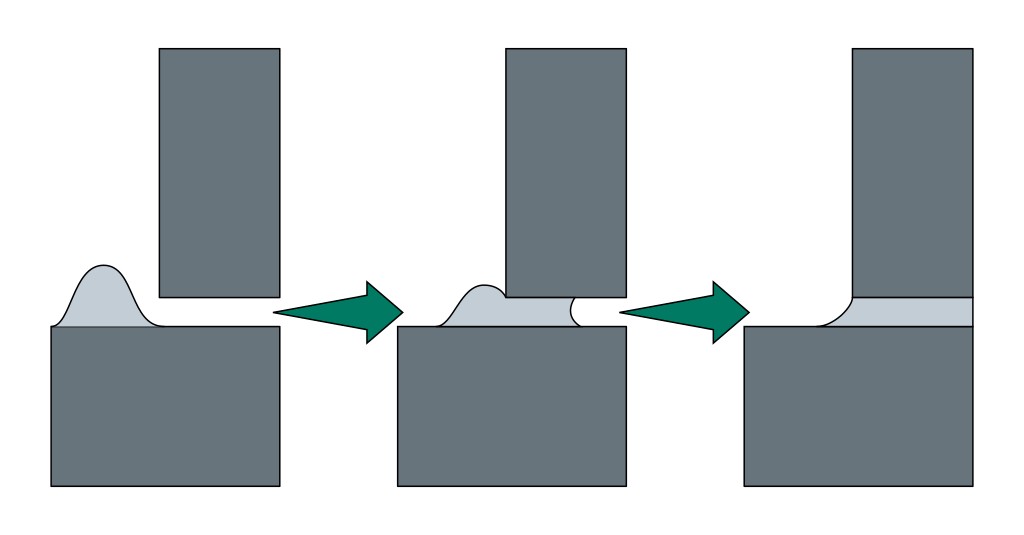
Brasage par capillarité
La majeure partie de tous les assemblages par brasage est confectionnée par brasage par capillarité. La largeur optimale de la fente se situe entre 0,05 mm et 0,2 mm, aussi étroite que possible, avec des parois parallèles, afin que le métal d’apport puisse être absorbé dans la fente par les forces capillaires. La fente de brasage étroite doit déjà être prévue au moment de la conception des pièces.
Types de joints
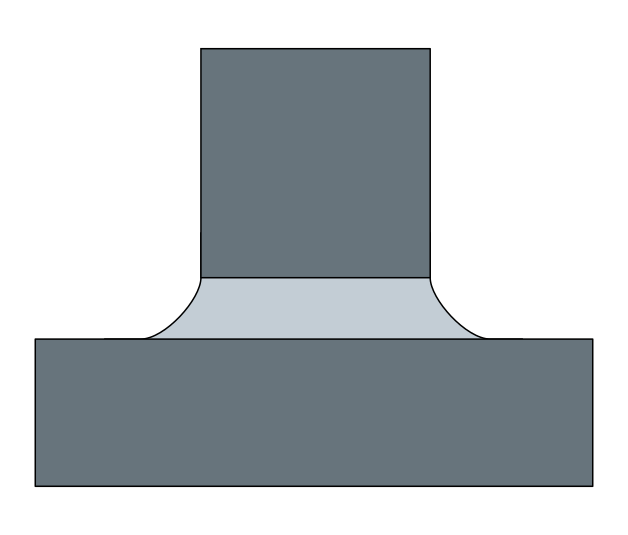
Pour les parois fines, privilégier l’assemblage par recouvrement.
Longueur de recouvrement : 3 à 6 fois l’épaisseur de la paroi la plus fine.
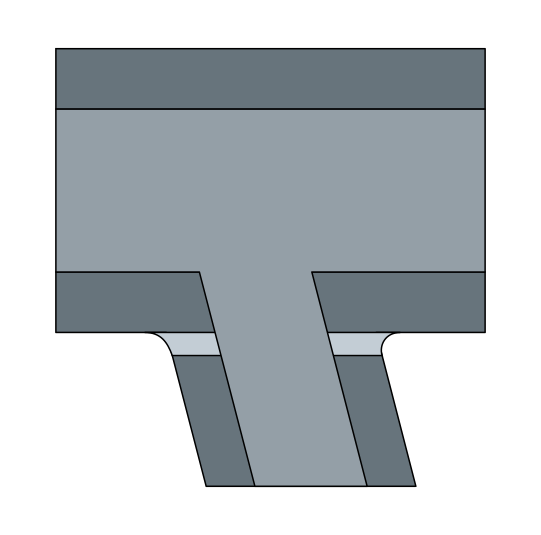
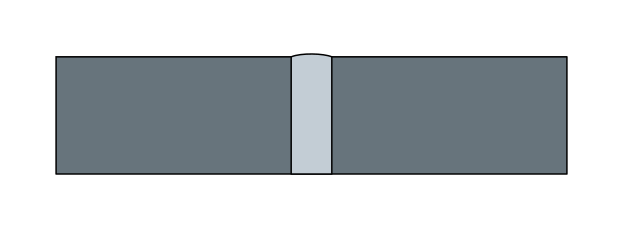
À utiliser uniquement lorsque la forme ou la fonction de la pièce le requiert.
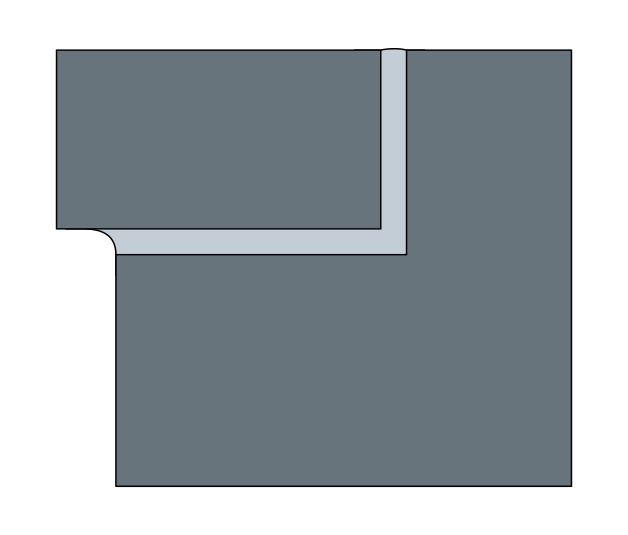
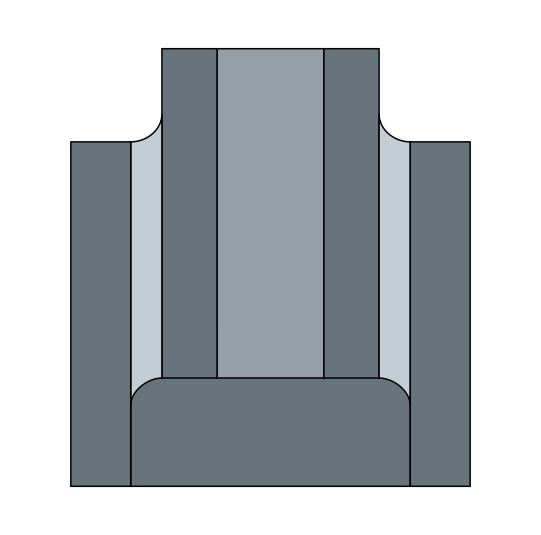
À utiliser uniquement lorsque la forme ou la fonction de la pièce le requiert.
De quoi a-t-on besoin pour réaliser une brasure dans les règles de l’art ?
Un poste de travail approprié
Table de brasage avec plateau résistant au feu, local de travail avec ventilation et aération suffisantes.
Dispositifs de serrage
Pour bloquer et fixer les pièces. L’autofixation est particulièrement utilisée en fabrication de série pour réduire les coûts de dispositifs de serrage.
Sources de chaleur
Flamme, induction, fours électriques ou à gaz, résistance électrique. Recommandation : réchauffement rapide (max. 3 minutes) à la température de travail, flamme douce et réductrice.
Flux
Solvants qui éliminent les oxydes sur les surfaces à braser. Le choix dépend des métaux de base et de la température de travail, la température de travail doit se situer dans la plage d’efficacité du flux.
Métal d’apport / Brasures
Le choix dépend des caractéristiques des métaux à braser, des exigences d’utilisation (température, pression) et de la méthode de brasage (manuelle ou automatique).
Phases de travail pour une brasure dans les règles de l’art
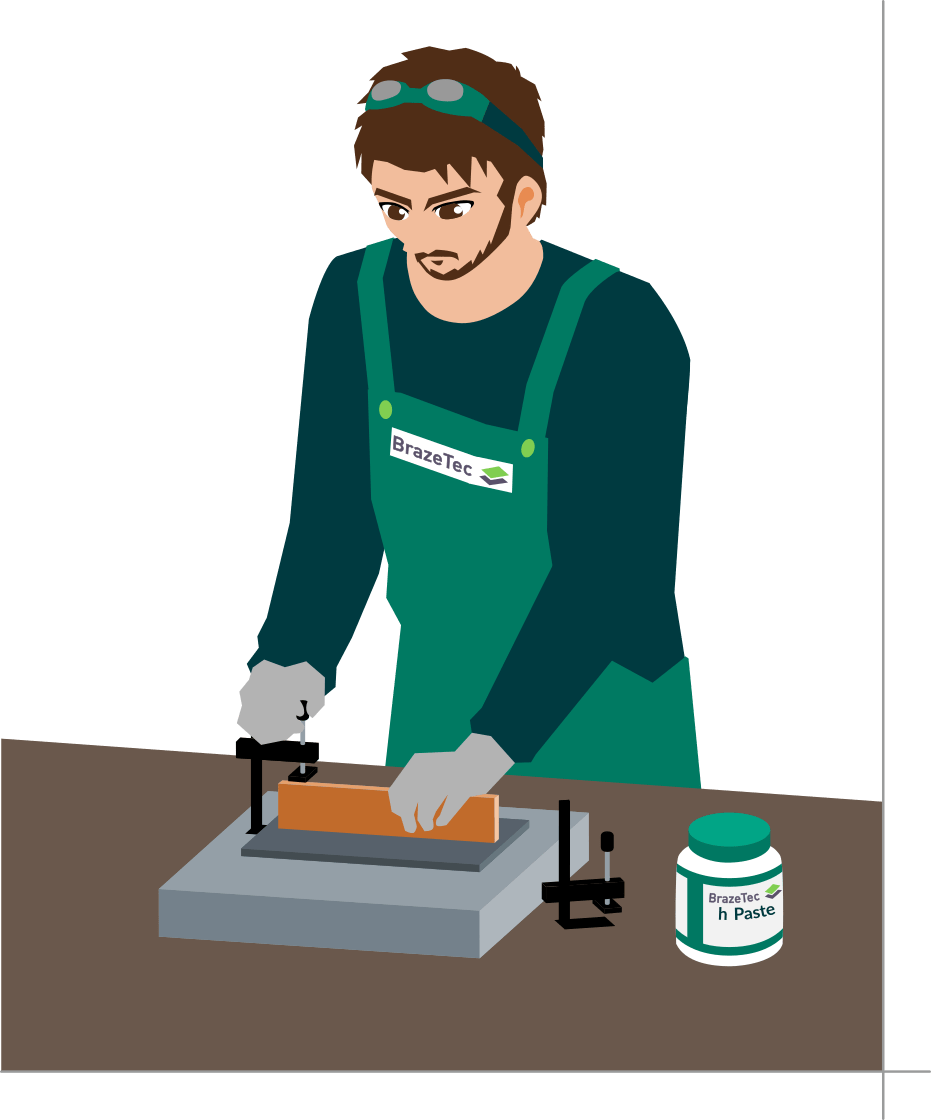
Nettoyage
Éliminer toutes les couches oxydées, la rouille, la calamine par procédé mécanique ou chimique. Les couches de graisse ou d’huile sont à essuyer avec des solvants (ex. acétone). Les résidus d’oxyde sont ensuite dissous par le flux.
Application du flux
Appliquer le flux au pinceau sur la pièce froide. La plupart des flux sont légèrement corrosifs, éviter tout contact avec la peau, en particulier en cas de blessures cutanées.
Fixation des pièces
Maintenir les pièces dans la bonne position jusqu’à la solidification du métal d’apport, en réglant une fente de brasage étroite entre 0,05 et 0,2 mm.
Réchauffement homogène
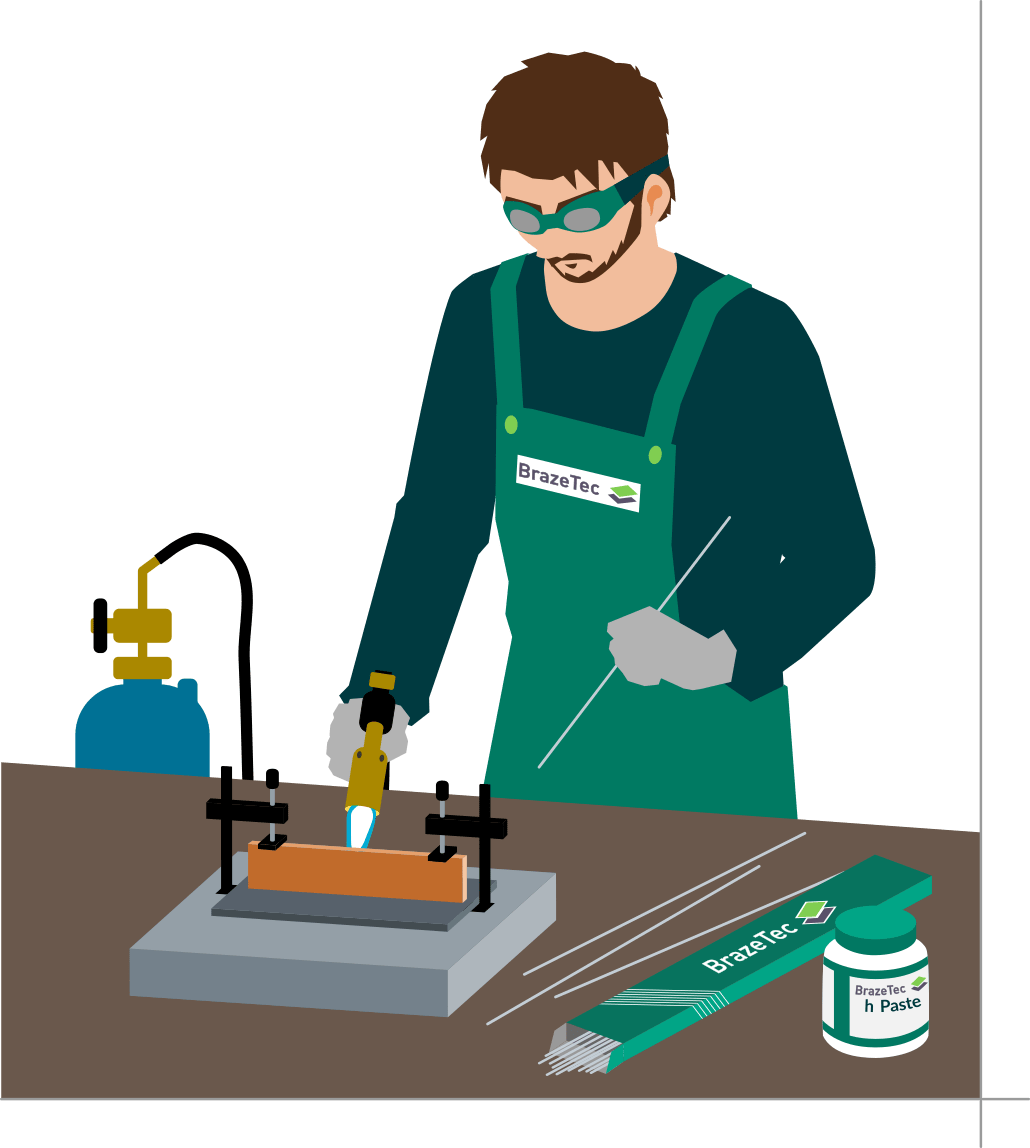
Réchauffer la fente de manière homogène et complète à la température de travail en max. 3 minutes. Éviter toute surchauffe qui endommagerait le métal d’apport et les pièces.
Application du métal d’apport
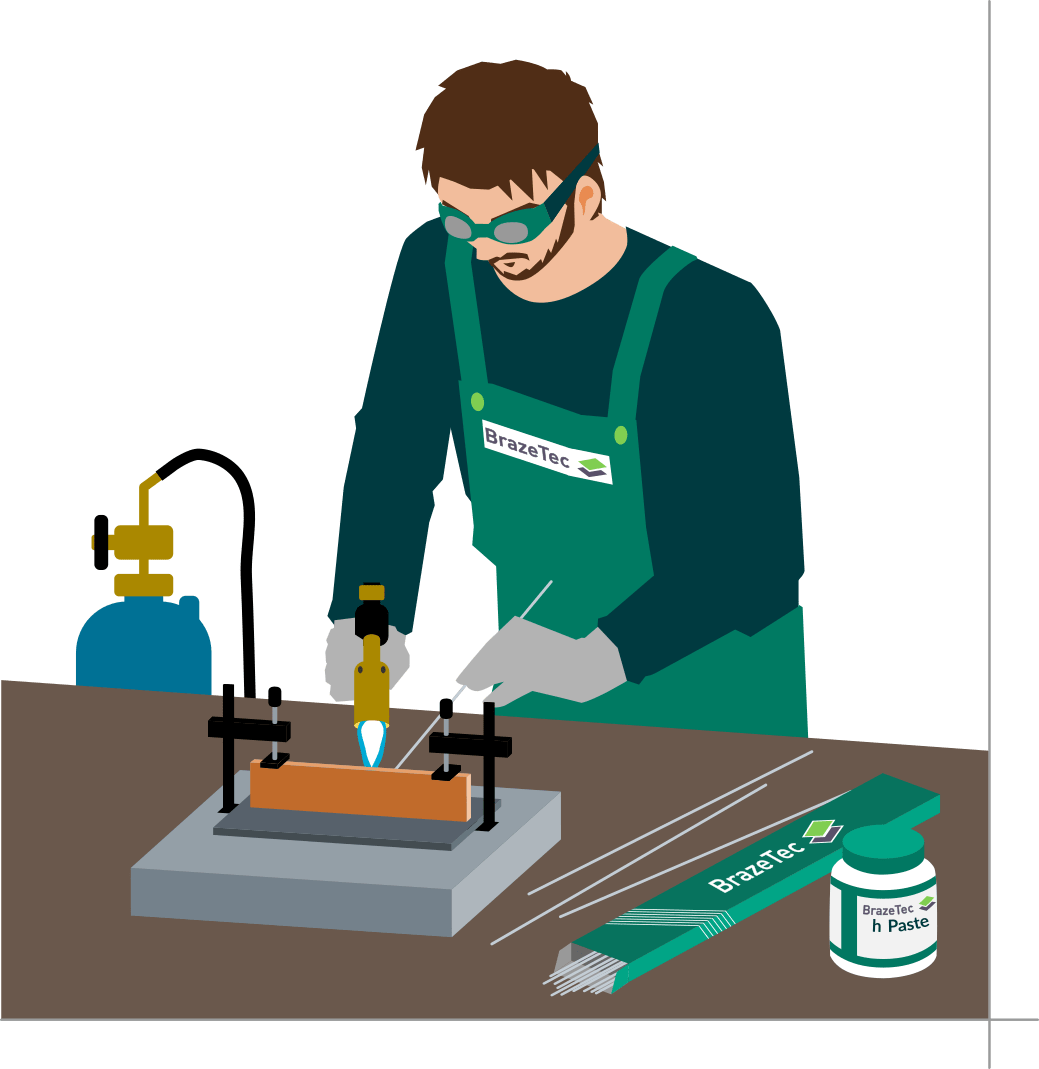
Dès que le flux a fondu et que la température de travail est atteinte, appliquer le métal d’apport dans la fente. Il remplit la fente étroite et remonte vers le haut, même contre la pesanteur.
Refroidissement

Laisser refroidir la pièce dans son support jusqu’à solidification complète du métal d’apport. Dégager ensuite la pièce et, si le matériau le permet, la plonger dans l’eau.
Élimination des résidus de flux
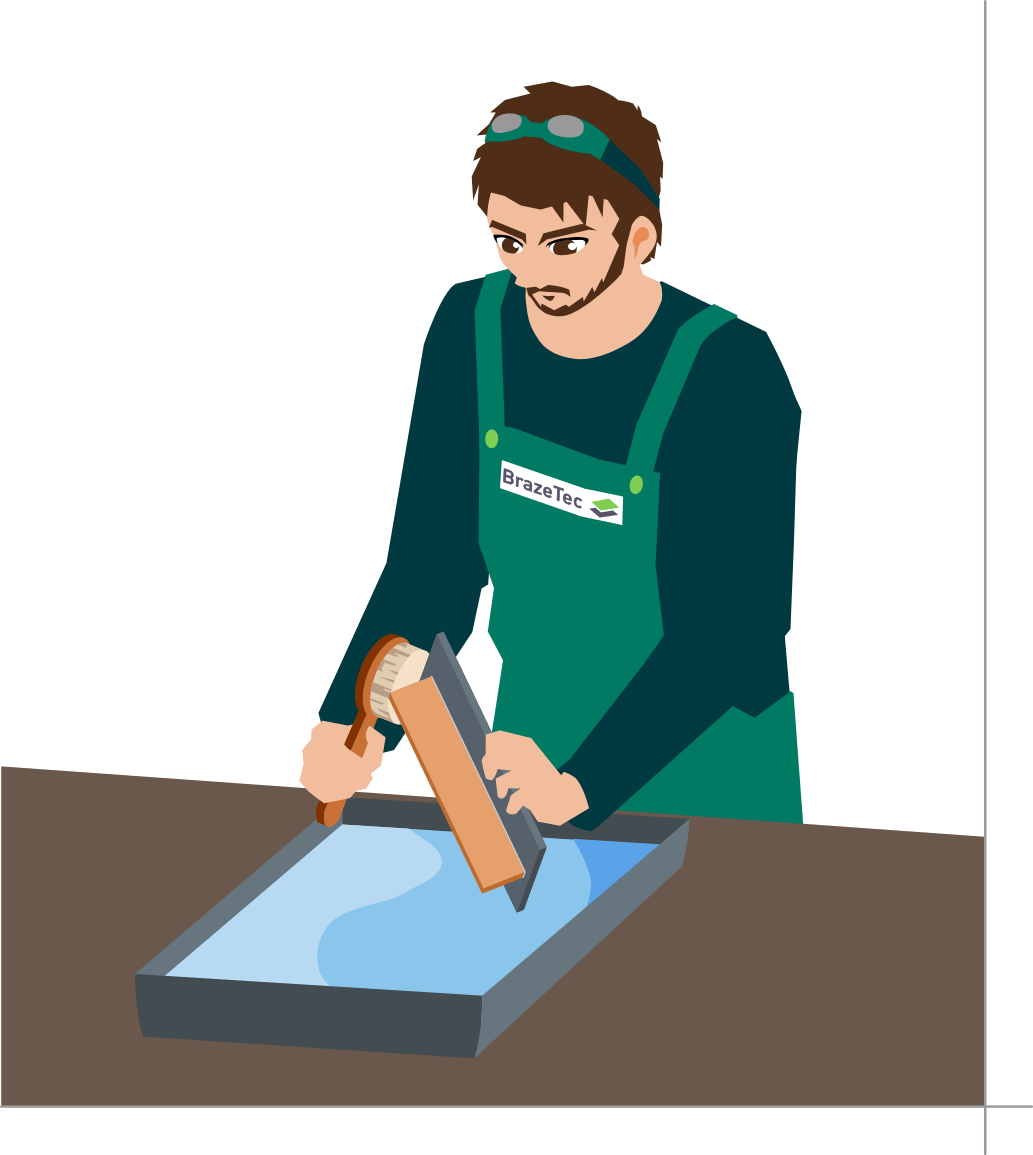
Pour éviter la corrosion, éliminer les résidus de flux après brasage à l’eau ou mécaniquement (brosse). Les brasures correctement réalisées sont lisses, propres et ne requièrent pas de reprises.
Quel est l’effort admissible pour un assemblage solide par brasage ?
Les assemblages par brasage résistent à des efforts plus importants que l’on ne pense.
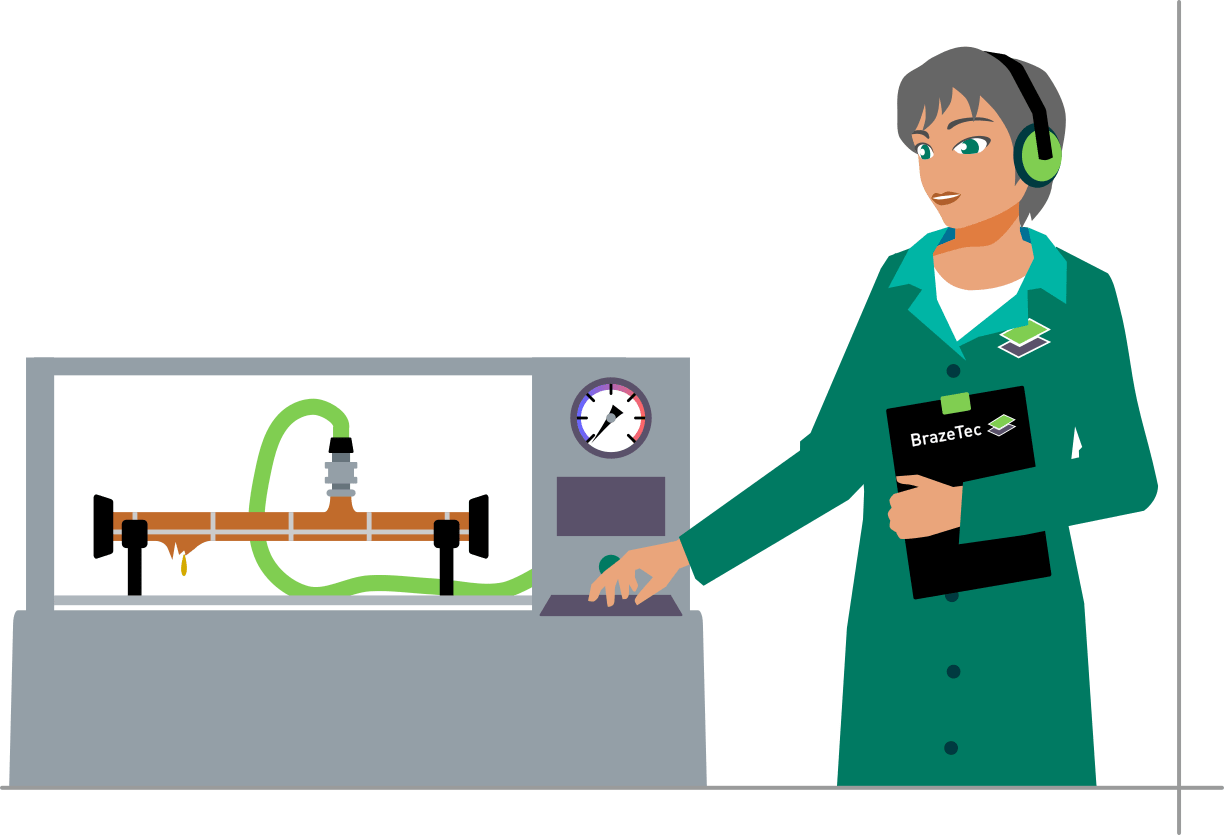
1. Essai de pression à l’éclatement
Sur une liaison de tuyau de cuivre avec cinq points de brasage, la paroi du tuyau éclate à 280 bars lors du test de mise en pression. Les points de brasage résistent et restent étanches.
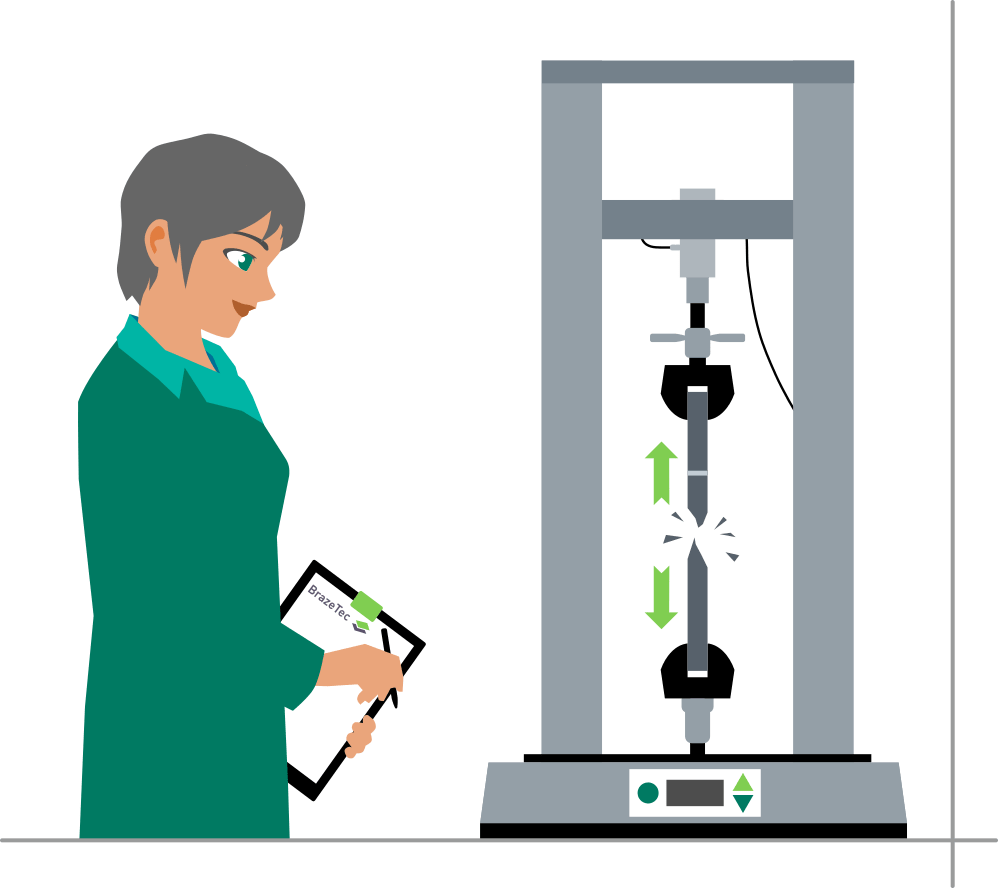
2. Essai de traction
Un assemblage d’acier Fe37 brasé avec du BrazeTec 4404 se rompt à 410 MPa dans le métal de base, les trois points de brasage restent intacts.

3. Essai de torsion
Après une double rotation, un couple de torsion de 90 Nm est atteint. La brasure résiste à l’effort et à la déformation.
Quels sont les procédés de brasage à utiliser ?
Le procédé dépend de considérations économiques, de la sensibilité des composants à la chaleur, de la sollicitation mécanique des points de brasage et de la température de service des pièces finies.
Métaux d’apport pour brasage fort BrazeTec
Le tableau ci-dessous récapitule les métaux d’apport les plus couramment utilisés pour le brasage fort. Ce n’est qu’un extrait de notre programme de produits. Pour toutes questions sur des formes de livraison spéciales, contactez nos collaborateurs ou notre Brazing Center.
| Métaux d’apport BrazeTec pour le brasage fort de | Métal d’apport de brasage fort BrazeTec | Température de travail en °C | Flux BrazeTec associé | Résistance à la traction de la brasure (MPa) Fe37 |
|---|---|---|---|---|
| N’importe quels aciers cuivre/ alliages de cuivre, nickel/ alliages de nickel | 5600 | 650 | H paste | 350 |
| 4576 | 670 | 350 | ||
| 4076 | 690 | 350 | ||
| 3476 | 710 | 360 | ||
| 3076 | 740 | 360 | ||
| 4404 | 730 | 400 | ||
| Aciers surfins | 6009 | 720 | Spécial H paste | 400 |
| Cuivre sur cuivre | S15 | 700 | sans flux | 250 |
| S5 | 710 | 250 | ||
| S2 | 740 | 250 | ||
| S94 | 760 | 250 | ||
| Métal dur sur acier | 4900 | 690 | Spécial H paste | 250-300 |
| 49/Cu | 690 | 150-300 |